




Model L Weld Sight Glass
Assembly Instructions
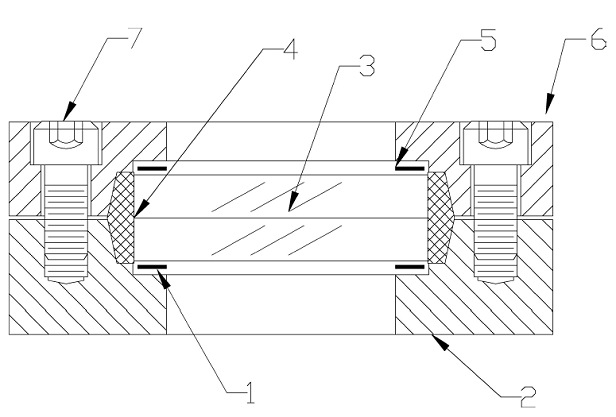
 This unit was assembled for shipment and the cap screws (7) were purposely not tightened. Before
installation, the sight glass unit should be disassembled by removing the cap screws (7), cap (6), lens (3),
seal (4) and cushion gaskets (1 & 5). Replace only the cap (6) and tighten the cap screws (7). The cap (6)
will help prevent the body (2) from warping during the welding process. Use an appropriate welding
procedure to minimize distortion of the body. After the body has been welded and cooled, follow the
instructions below to reassemble the unit.
This unit was assembled for shipment and the cap screws (7) were purposely not tightened. Before
installation, the sight glass unit should be disassembled by removing the cap screws (7), cap (6), lens (3),
seal (4) and cushion gaskets (1 & 5). Replace only the cap (6) and tighten the cap screws (7). The cap (6)
will help prevent the body (2) from warping during the welding process. Use an appropriate welding
procedure to minimize distortion of the body. After the body has been welded and cooled, follow the
instructions below to reassemble the unit.
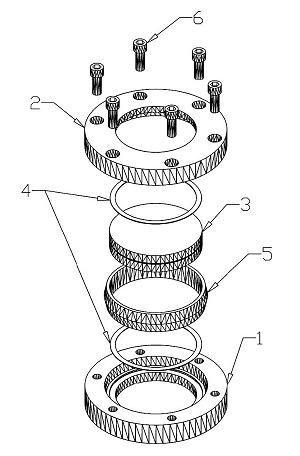
INSTALLING PARTS:
- (1) The interior of the unit body (2) must be clean.
- (2) Place one of the cushion gaskets (1) into the unit body (2)
- (3) The seal (4) surrounding the lens (3) should be adjusted to fit uniformly around the periphery of the
lens. Place the lens and seal in the body.
- (4) Place the remaining cushion gasket (5) on top of the lens.
- (5) Place the cap (6) on the body (2), lining up the bolt holes.
- (6) Thread all of the cap screws (7) into the holes and hand tighten.
- (7) Finish tightening the cap screws (7) across diameters to compress the seal (4) uniformly. It may not be possible to achieve metal to metal contact of the cap (6) and body (2) upon assembly of the sight glass. A torque value of 20 ft-lb should be sufficient to seal the unit under most circumstances. However, if leakage should oecur, tighten uniformly across diameters until leakage has stopped.